


我们精心制作的球墨铸铁管球墨铸铁管件质量牢靠产品视频已经准备就绪,【解锁新品!】球墨铸铁管球墨铸铁管件质量牢靠产品视频,带你穿越新品体验之旅!
以下是:球墨铸铁管球墨铸铁管件质量牢靠的图文介绍
基于在 排水球墨铸铁管DN75市场上的优异表现,博钢铁(衢江区分公司)得到了越来越多新老客户的大力支持,公司将更加积j i主动的面向国内外新老客户,通过技术创新不断开发新的技术和 排水球墨铸铁管DN75产品,以高品质的产品和高素质的服务来确立我们的企业文化。



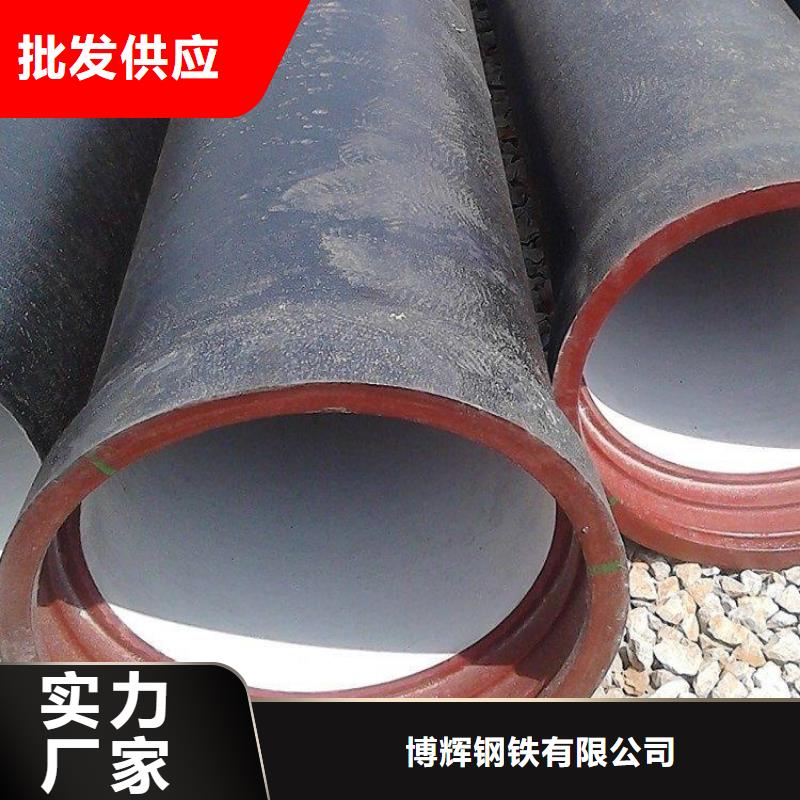
球墨铸铁管终饰涂层如何涂覆 球铁铸铁管喷锌后,应选用符合沥青涂料或与锌凃层相容的合成树脂涂料作为终饰涂层材料。 由生产厂决定涂覆终饰涂层的方法,如喷涂或刷漆,终饰涂层应均匀覆盖锌凃层,无裸露或附着不牢现象。 终饰涂层干膜的平均厚度应不小于70μm,局部小厚度应不小于50μm。 为了避免起泡,终饰涂层干膜的平均厚度应不超过250μm。 锌涂层的质量及要求 锌涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。 锌涂层质量的平均值不应小于130g/m2,局部小值不应小于110g/m2。只要锌涂层的质量符合要求,允许出现螺旋形外观。 由于操作造成的锌涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。较大面积损伤应进行修补。 生产者应目视检测每根球墨铸铁管涂层的状况及其均匀性,并对锌涂层质量进行定期测量。



球墨铸铁管管道冲洗和消毒需注意的事 一、放水口应有明显标志或栏杆,夜间应加指示灯等措施。 二、放水前应仔细检查放水路线,保证、畅通。 三、放水时,应先开出水闸门,再开来水闸门。 四、注意冲洗管段,特别是出水口的工作情况,做好排气工作,并派人监护放水路线,有问题及时处理。 五、检查沿线有无异常声响、冒水或设备故障等现象,检查放水口水质外观。 六、放水后应尽量使来水闸门、出水闸门及时关闭。如做不到,可先关出水闸门,但留一两扣先不关死,待来水闸门关闭后,再将出水闸门全部关闭。 七、防止冲洗管在冲洗时将球墨铸铁管管堵冲开,在槽底用50吨千斤顶做冲洗管后背,固定冲洗管,防止冲洗管水平移动。 八、为减少冲洗管因冲洗发生振动,在槽上用工字钢三道龙门支墩。 铸铁管安装前的注意事项一、设备前的注意事项: 1.管子在工地上的摆放 一般在开沟前进行。首要铲除阻碍,平坦地上,沿沟向放置木材。然后根据计划摆放铸铁管,使一切管子承口都朝向进水方向,并用锲块固定之。 2.挖沟宽度 管子放入沟中,两头应留有必要的200-300㎜余宽. 3.设备层及其厚度 在多是石块的土层情况下,为维护管子有条理地接连置放,应考虑设备层的疑问(松软土质不虑)。设备层由松软的颗粒状物质构成(沙土、小碎细石粒、过筛土),其厚度应保证底部距石块层小距离≮100㎜。


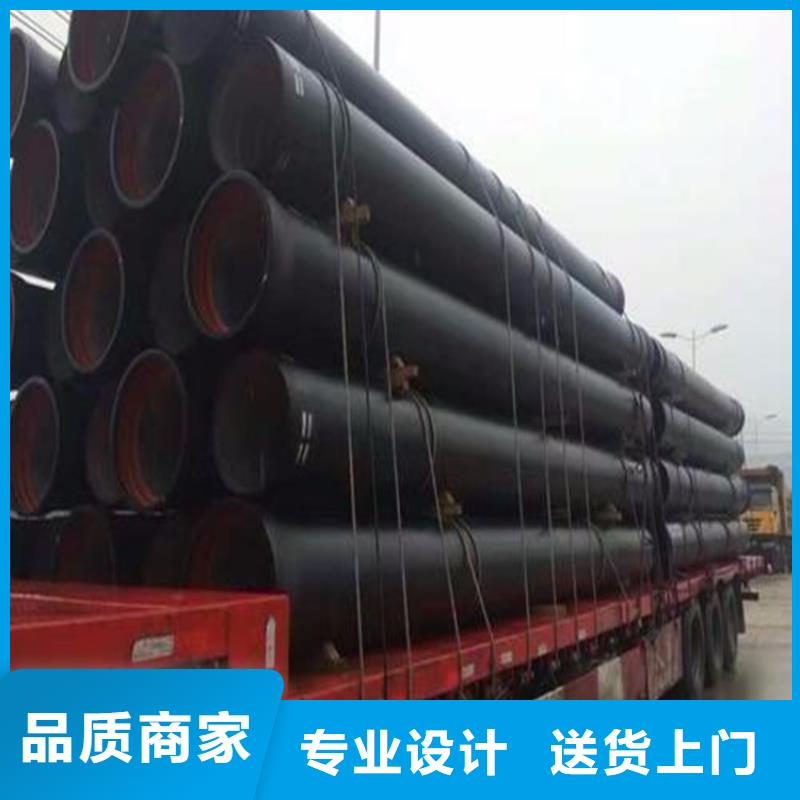
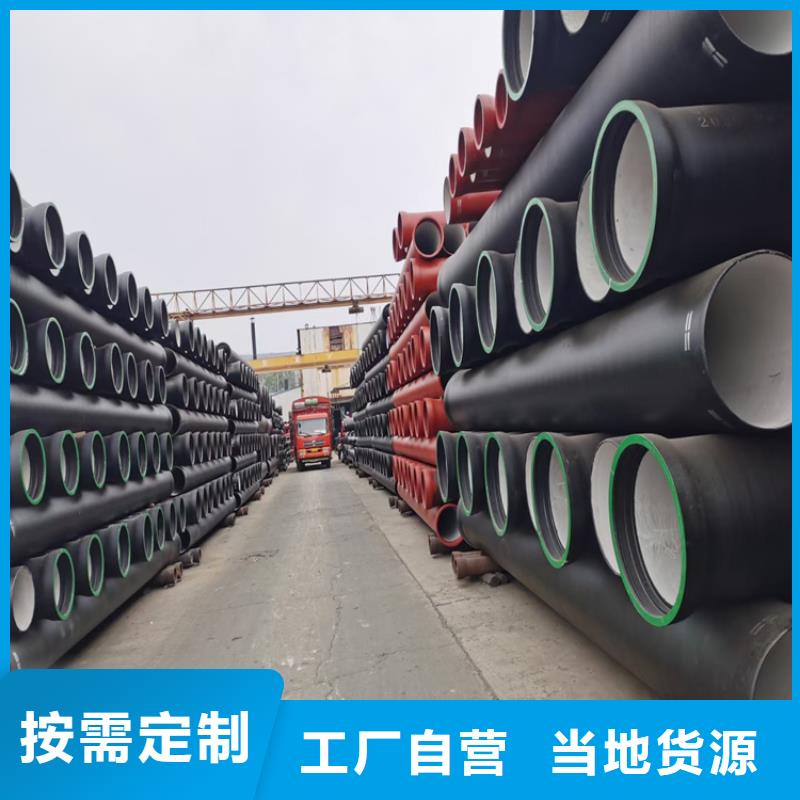
山东博辉钢铁有限公司有限公司是集研究、设计、制造和销售一体的现代化民营企业。公司生产的鹏乾离心球墨铸铁管,采用的生产设备、工艺可靠,质量稳定。整个生产过程中严格按照GB/T13295—2013《水及燃气管道用球墨铸铁管、管件和附件》进行。产品具有卫生、绿色、耐腐蚀、不结垢、施工简便等优点。鸿辉牌离心球墨铸铁管用于生活饮用水配输水系统。 我公司将秉承“以用户需求为方向,以用户满意为目标”的企业宗旨,大力引进铸造行业管理和技术人才,严格按照ISO9001质量体系认证标准,为打造一个高起点、、高标准的现代化铸造企业而奋斗! 管节及管件表面不得有裂纹,不得有妨碍使用的凹凸不平的缺陷;采用橡胶圈柔性接口的球墨铸铁管,承口的内工作面和插口的外工作面应光滑、轮廓清晰,不得有影响接口密封性的缺陷。管节及管件下沟槽前,应承口内部的油污、飞刺、铸砂及凹凸不平的铸瘤;柔性接口铸铁管及管件承口的内工作面、插口的外工作面应修整光滑,不得有沟槽、凸脊缺陷;有裂纹的管节及管件不得使用。沿直线安装管道时,宜选用管径公差组合zui小的管节组对连接,确保接口的环向间隙应均匀。采用滑入式或机械式柔性接口时,橡胶圈的质量、性能、细部尺寸,应符合有关球墨铸铁管及管件标准的规定,并应符合本规范第5.6.5条的规定。橡胶圈安装经检验合格后,方可进行管道安装。安装滑入式橡胶圈接门时,推入深度应达到标记环,并复查与其相邻已安好的 至第二个接口推入深度。安装机械式柔性接口时,应使插口与承口法兰压盖的轴线相重合;螺栓安装方向应一致,用扭矩扳手均匀、对称地紧固。管道沿曲线安装时,接口的允许转角应符合表5.5.8的规定。表 沿曲线安装接口的允许转角球墨铸铁管接口连接应符合下列规定:主控项目管节及管件的产品质量应符合本规范第5.5.1条的规定;检查方法:检查产品质量资料,检查成品管进场验收记录。承插接口连接时,两管节中轴线应保持同心,承口、插口部位无破损、变形、开裂;插口推入深度应符合要求;检查方法:逐个观察;检查施工记录。法兰接口连接时,插口与承口法兰压盖的纵向轴线一致,连接螺栓终拧扭矩应符合设计或产品使用说明要求;接口连接后,连接部位及连接件应无变形、破损;检查方法:逐个接口检查,用扭矩扳手检查;检查螺栓拧紧记录。橡胶圈安装位置应准确,不得扭曲、外露;沿圆周各点应与承口端面等距,其允许偏差应为±3mm;检查方法:观察,用探尺检查;检查施工记录。



